Ultimate tensile strength psi.
Sheet metal development length calculation excel.
For example if the unfold length before bending is 90 mm and if the length of a outside dimension after bending is 31 08 mm and b is 61 08 mm the bend allowance is 31 08 61 08 90 2 16 mm.
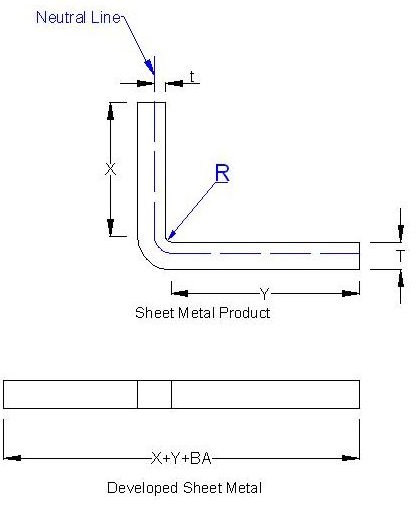
Illustrated here is the development of a blank for parts having a standard 90 deg.
There are standard charts available with sheet metal design handbook for calculating k factor ideally it should be 0 5.
Mathematically k factor value is equal to the ratio of position of neutral axis and sheet thickness.
Overview of pressure vessel design to as 1210 ver 3c.
60 90 and 120 and we will calculate k factor bend allowance and bend deduction for them.
Procedure is as below.
J bown.
When the sheet metal is put through the process of bending the metal around the bend is deformed and stretched.
3243 minor chord length.
We are going to review three bending scenarios with three different bending angles.
Consider a sheet with a 20 mm thickness and a length of 300 mm as shown in figure 1.
Likewise when you are trying to develop a flat pattern you will have to make a deduction from your desired part size to get the correct flat size.
In this article we will discuss sheetmetal bend deduction bend allowance k factor y factor and sheet metal flat pattern calculations.
Dished head calculation of blank dia.
The amount to be subtracted from the sum of the outside dimensions of the two legs of the bent part.
The object is to determine the correct length of the flat blank in preparation for bending.
K factor in sheet metal bending is a constant used to calculate sheet metal flat length or flat pattern.
How to calculate the total manufacturing cost of sheet metal products published on april 22 2017 april 22 2017 126 likes 9 comments.
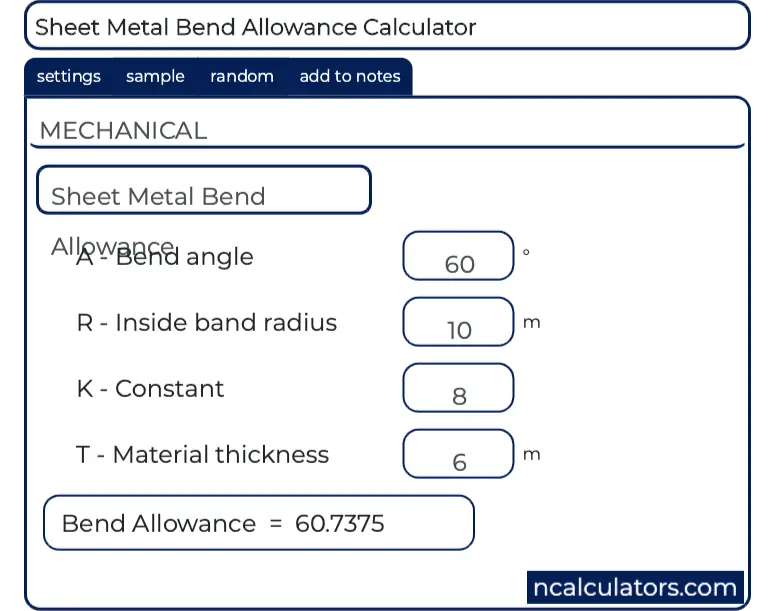
You only have to insert interior angle flange lengths k factor inside radius and material thickness.
Sheet metal round fitting fabrication.
With this free online tool we quickly get the sheet metal bend deduction and therefore the sheet metal blank initial flat length from the finished part measurements.
Shown is a common dimensioning method and calculation of a setback bend deduction sb setback.
Punch edge radius in.
So if you got k factor value now you can easily calculate bending allowance.
As this happens you gain a small amount of total length in your part.
3535 major chord length.
Cells on the right will output the desired values.
But the most accurate way to find out k factor is reverse engineering of a small but same sheet metal sample piece.